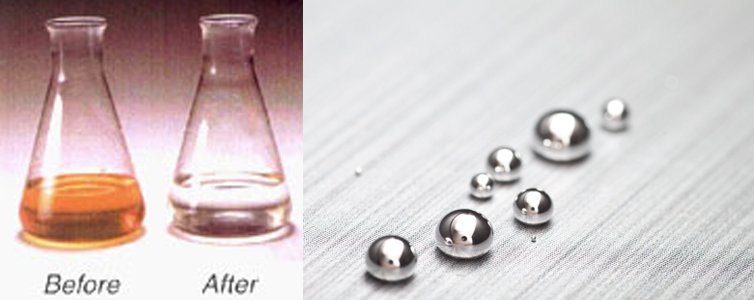
The mineral acid product quality is effectively enhanced by the use of the membrane system in the down stream processing. The membranes allow the product (acid) to pass with practically no retention (0-4%). The contaminants, such as dissolved organic molecules, which give the acid a characteristic coloration, are retained by the membrane with high retention values (>98% – 99%). In this manner a colourless acid stream, free of organic, is obtained. One popular example of this application is Decolourisation and Upgradation of Green Phosphoric Acid.